Graphite Parts,Gasket Graphite,Graphite Heating Elements,Graphite Exhaust Gasket Material Henan Carbon Road New Material Technology Co., Ltd , https://www.kyedmgraphite.comÂ
Galvanized Fire Shutter Louver Blade Roll Forming Equipment
1, Forming process
De-coiler- Servo feeding- Gap and cut off mould- Forming ---collection table
2, Flow diagram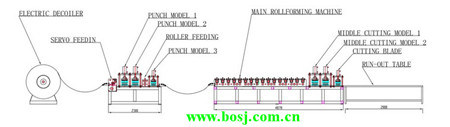
3, Equipment composing parts
Equipment is composed of de-coiler, feed system, gap and cut off, forming machine, collection table, electric control system, etc.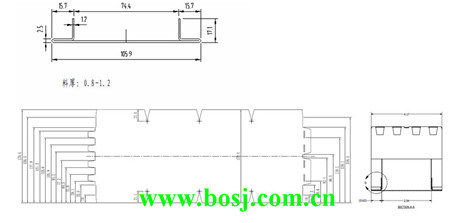
4, Technical parameter of equipment main parts
1, Auto-decoiler
A, Load capacity: 2 T
B, Inner diameter of coil: 490-510mm
Outer diameter≤ 1200mm
2. Servo feed and punching unfilled corner parts
A, Servo motor: Used Mitsubishi Servo motor, power: 1.0kw
B, Punching unfilled corner die: 4 pillars punching die
C, Material of punching die: Cr12. Quenching treatment
2, Feeding: Power 0.37kw
3, Forming machine
A, Forming frame
B, Material of forming mould: GCr15, quenching treatment: Rigidity: HRC56-62º
C, Motor: 7.5kw frequency conversion engine
4, Electric control: PLC system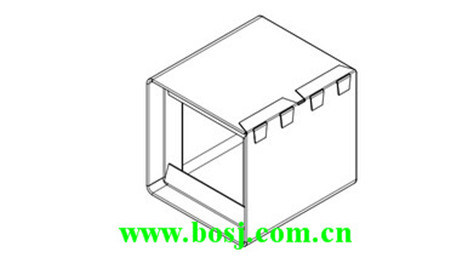
NO.
Project
Unit
parameters
Remark
1
Materialtype
Â
Mild steel Galvanized sheet
Â
Strength of material sheet
Map
≥350
Â
Thickness of material sheet
mm
0.8~1.5
Â
2
Size of production
 mm
     Â
Reference the pictureÂ
3
Production speed
m/min
6~8
Â
4
Material of roller
Â
GCr quenching treatment
 Â
5
Drive type
Â
Gear box
Â
6
Power
kw
About 34
Â
7
Electric control system
Â
PLC variable frequency control
Â
8
Dimensions(Length*width*height)
 m
28X4X3.9
Â
Â
Galvanized Fire Shutter Louver Blade Roll Forming Equipment
1, Forming process
De-coiler- Servo feeding- Gap and cut off mould- Forming ---collection table
2, Flow diagram
3, Equipment composing parts
Equipment is composed of de-coiler, feed system, gap and cut off, forming machine, collection table, electric control system, etc.
4, Technical parameter of equipment main parts
1, Auto-decoiler
A, Load capacity: 2 T
B, Inner diameter of coil: 490-510mm
Outer diameter≤ 1200mm
2. Servo feed and punching unfilled corner parts
A, Servo motor: Used Mitsubishi Servo motor, power: 1.0kw
B, Punching unfilled corner die: 4 pillars punching die
C, Material of punching die: Cr12. Quenching treatment
2, Feeding: Power 0.37kw
3, Forming machine
A, Forming frame
B, Material of forming mould: GCr15, quenching treatment: Rigidity: HRC56-62º
C, Motor: 7.5kw frequency conversion engine
4, Electric control: PLC system
NO.
Project
Unit
parameters
Remark
1
Materialtype
Â
Mild steel Galvanized sheet
Â
Strength of material sheet
Map
≥350
Â
Thickness of material sheet
mm
0.8~1.5
Â
2
Size of production
 mm
     Â
Reference the pictureÂ
3
Production speed
m/min
6~8
Â
4
Material of roller
Â
GCr quenching treatment
 Â
5
Drive type
Â
Gear box
Â
6
Power
kw
About 34
Â
7
Electric control system
Â
PLC variable frequency control
Â
8
Dimensions(Length*width*height)
 m
28X4X3.9
Â
Model NO.: Bosj
Control System: PLC
Material of Roller: Gcr 15A
Operation Type: Auto
Advantage: Use Widely
HS Code: 8455212000, 845521200
Power: About 34
Drive Type: Gear Box
Production Speed: 6-8m/Min
Size of Production: Reference The Picture
Material: Mild Steel Galvanized Sheet
Trademark: BOSJ
Transport Package: Nude
Specification: 28X4X3.9
Origin: Jiangsu, China
Model NO.: Bosj
Control System: PLC
Material of Roller: Gcr 15A
Operation Type: Auto
Advantage: Use Widely
HS Code: 8455212000, 845521200
Power: About 34
Drive Type: Gear Box
Production Speed: 6-8m/Min
Size of Production: Reference The Picture
Material: Mild Steel Galvanized Sheet
Trademark: BOSJ
Transport Package: Nude
Specification: 28X4X3.9
Origin: Jiangsu, China